Q 快削アルミCB156材に変更するとなぜコストダウンになるのか?
アルミの旋盤加工品を設計しています。快削アルミ材CB156にすると本当にコストダウンに繋がるのでしょうか?理由を教えてください。
アルミの材質にはA6061など多数の種類があり、アルミは鉄やステンレスに比較すると削りやすい材質になりますが、実は、切削加工においてこれらの標準的なアルミから快削アルミ材に変更を行うことで、トータルとしてはコストダウンに繋がります。なぜ快削アルミ材にするとコストダウンに繋がるのか?ここでは詳細に掘り下げていきたいと思います。
旋盤加工などの切削加工では、切削工具を被削材に押し当て任意の形状に削って加工していきますが、その際には取り除かれた部分、すなわち「切り屑」が排出されます。
粘り強いアルミ材の場合、切り屑が分断されないまま排出されてしまうことがあり、その処理が非常に難しく、加工中に回転する材料に巻きついたり、切削工具に絡みついたりすることがあります。
下の写真は、実際の加工で発生したアルミの切り屑が絡みついた写真です。
特に下の写真の加工部には、切り屑が絡まりやすいです。

外径仕上げで絡まった切り屑 |
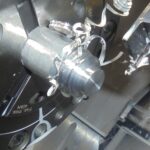
外径溝入れで絡まった切り屑 |

内径加工で工具に絡まった切り屑 |
このような現象が起こると、せっかく仕上げた表面に傷が付いてしまったり、次に行なう加工の妨げになることがあります。また加工図面通りの形状に仕上がらなくなるケースもあり、結果として不具合が発生してしまいます。
アルミの旋盤加工において上記のような切り屑が絡まらないようにするために、切削工具のツールパスを工夫したり、切削工具のチップブレーカーを使用して絡まらないように加工する必要があり、特に量産加工時には、切り屑絡みを発生させない加工方法が重要となります。
また別の方法として、不具合の発生を防ごうと設備を停止し、切り屑を取り除きながら旋盤加工を行う方法もありますが、この方法ではトラブルは回避できても生産性が下がってしまいます。
このようなことから、粘り強いアルミ材ですと、コストダウンは容易ではありません。
一方、快削アルミ材は、切り屑が分断されやすく、切り屑絡みによるトラブルが少ない材質であり、旋盤による連続加工に適しています。なぜ快削アルミ材の切り屑が分断されやすいかというと、アルミに添加されている成分の違いによるためです。切り屑が絡まらないということは、トラブルが起こりづらい、つまり品質が安定し管理が容易になります。そういったことから連続した自動運転が行なえることで、加工費を下げる結果に繋がります。
しかし快削アルミ材CB156の材料費を見てみると、材料費は高くなってしまいます。
詳しくは、こちらのページを参照ください。
総合的に見ると、材料費↑、加工費↓となりますが、加工費の下げ幅のほうが大きいので結果として、「快削アルミ材に変更するとコストダウン」に繋がるということになります。このコストダウン効果は、数量が多くなればなるほど大きくなります。
ただし、CB156材は形状によっては割れてしまう場合がありますので、材質変更でのコストダウンは製品性能に影響が出ない場合に限られます。
旋盤加工VA・VE.comを運営する㈱オーゼキでは、快削アルミ材CB156で多くの加工実績、さらには一般のアルミ材からの変更提案など多くの実績があります。アルミの旋盤加工についてのご相談等がありましたら、是非お問い合わせください。